





管帽廠介紹不銹鋼封頭的熱操作方法
2013-04-19 13:06:19
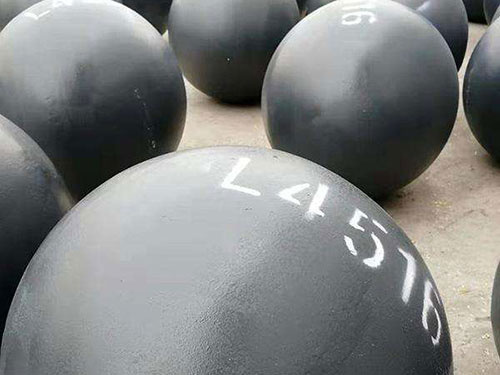
不銹鋼封頭經過熱加工后并不是單相奧氏體,還存在少量的碳化物。為了獲得單相奧氏體提高耐蝕性,可在IlOO℃左右中加熱,使所有的碳化物都溶入奧氏體,然后水淬快冷至室溫,即獲得單相奧氏體組織。這種熱處理即固溶處理,可提高材料的耐蝕性并使鋼軟化。因其的形狀如果冷卻方法不當,很可能導致固溶不充分或形狀嚴重變形,直接影響產品質量。
固溶處理的熱處理規范
升溫速度要盡可能的快,如果條件許可的話,可將空爐加熱到1050℃,然后將封頭放在爐內,保溫后再冷卻。保溫時間一般按板厚1mm/2分鐘來控制,但是少為30分鐘,多為60分鐘。如果幾個封頭一起放在爐內加熱,個必然在爐內再次升溫到1050℃,并保溫5分鐘后再出爐。從950℃降到550℃,控制在3分鐘以內,工裝等也一樣。
操作方法:對直徑小于lOOOmm的封頭,用行車吊住吊耳后浸在水中冷卻;對直徑較大、曲面上可開孔的封頭。一般孔的直徑需≥30mm,為達到較好的冷卻效果,可多開幾個排氣孔。出爐后用行車吊住吊耳水平位置浸入水中冷卻;對直徑較大又不能開孔的封頭,排氣管一般焊兩根,采用直徑為φ80mm的無縫鋼管,出爐后用行車吊著浸入水中,但是排氣管的頂部始終要露出水面。
以上操作方法中工裝板的作用是控制封頭尺寸的變化,工裝板板厚一般應≥30mm,封頭越厚工裝板也應相應的增厚。工裝板和封頭的焊接要牢固,一旦焊接不牢在冷卻過程中如果脫焊,可能會引起封頭變形。吊耳的強度也應考慮,因為加熱到1050℃時,鋼板的強度也許只有常溫下的1/10,為防止起吊過程中出現問題,吊耳的強度和吊耳的焊接要確認。封頭浸在水中后,要使封頭表面的水不斷流動,以防止在封頭表面形成水膜,影響封頭的冷卻速度
上一篇:封頭與管帽的區別
下一篇:管帽廠分享橢圓封頭的刀削技術
