





不銹鋼封頭的焊接
2013-05-03 09:56:42
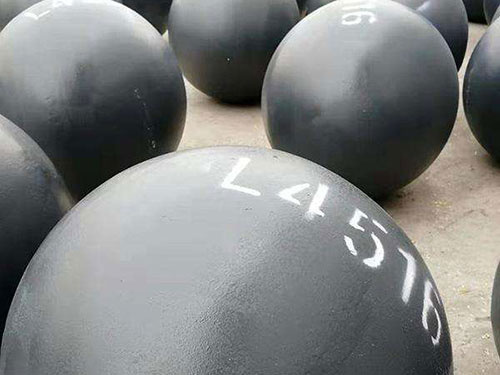
不銹鋼封頭的焊接
先拼接后成型的封頭,拼接焊縫應進行100%射線或超聲波檢測,合格級別隨設備殼體走。后成型的焊 縫檢測級別、比例與設備殼體相同,高了浪費。舉例:
假如設備殼體是20%檢測,III合格。那封頭拼接焊縫和后焊縫也是III合格,焊接接頭系數為0.85;
假如設備殼體是100%檢測,II合格。那封頭拼接焊縫和后焊縫也是II合格,焊接接頭系數為1。
所以封頭拼接雖然100%檢測,但合格級別不一樣,隨設備殼體走。
但要注意工藝制造過程:正確的做法是:下料(劃線)-小板拼成大板-成型-無損檢測
上一篇:封頭旋壓成形工藝的探討
下一篇:滄州昌匯封頭制造有限公司解析八字封頭
