





管帽的生產工藝流程
因管件的表面基本上為原管、板或鍛件狀態,對管件表面質量的無損檢測(MT、PT)而言,如無明確等級要求可按Ⅱ級,但不論合格等級如何規定,對于夾層和裂紋這種不易判定的缺陷均應視為不合格。對管件內部質量的無損檢測(RT、UT、)而言,如無明確等級要求射線檢測應按Ⅱ級(例如焊縫的檢測),超聲波檢測應按Ⅰ級。為防止熱處理過程中產品可能出現的缺陷的情況,管件終的無損檢測應在熱處理之后進行。我國管件制造廠無損檢測通常使用的是JB/T 4730規范。從事無損檢測工作的人員應按有關規定取得相應資格。品滿足顧客的使用要求。
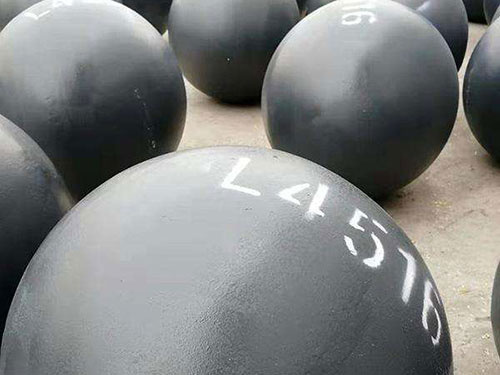
管帽[封頭]的生產工藝流程
鋼板---切割---熱處理---加工坡口---成品---質檢---合格品---包裝---儲運
有縫管件三通的生產工藝流程
鋼板---切割---沖壓---磨邊---焊接---熱處理---加工坡口---成品---質檢---合格品---包裝---儲運
無縫管件三通的生產工藝流程
原材料復檢---切割下料---壓制成型------盤頭---熱處理---加工坡口---成品檢驗---表面處理---涂漆標識---資料確認---包裝---儲運
1.高壓彎頭的工藝流程。選料--進爐--熱處理--機械加工--成品--安檢--合格品
2.拉制彎頭的工藝流程。鋼管---切割---芯棒成型---整型---熱處理---加工坡口---成品---質
檢---合格品---包裝---儲運
3.焊接彎頭的工藝流程。鋼管---切割---沖壓---磨邊---焊接---熱處理---加工坡口---成品---質檢---合格品---包裝---儲運
無損檢測無損檢測是檢驗材料和管件加工過程可能出現的缺陷的重要工序。多數管件產品標準中對于無損檢測的要求進行了規定,但要求不盡一致。除滿足產品標準規定和訂貨要求進行無損檢測外,一些對質量控制較為嚴格的制造廠還根據材料、加工工藝和內部質量控制規定制定無損檢測要求,以出廠產品的質量。實際工作中管件無損檢測合格等級的判定應根據訂貨要求或標準的明確規定。
