






304不銹鋼方管的理論重量計算公式
(邊寬43.14-厚度)厚度0.02491 (密度) 密度值7.93 適用于 201 202 301 302 304 304L 305 321 密度值7.75適用于 405 410 420 密度值7.98適用于 309S 310S 316S 316 316L 347
09-01
2013
GB/T12459--2005標準中管帽需求極限壁厚
按GB/T 12495-2005標準中的圖9管帽和表11管帽尺寸,在這個表的底部有a和b兩條注明。 應理解為表中所列E尺寸屬于壁厚尺寸,設計制造的尺寸不能小于表中的E尺寸,只允許尺寸在E到
09-01
2013
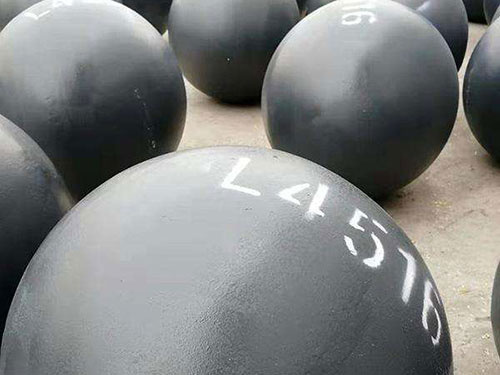
球形管帽封頭的下料
球形管帽 封頭其具體方法是:用劃針座緊靠封頭直邊外側,此時劃針與封頭外表面應留的間隙l;劃針圍繞封頭轉一周,在轉圈過程中注意劃針與封頭表面間隙l的大小變化,并從
08-31
2013
三通的加工方法
一、鍛壓法 用型鍛機將管子端部或一部分予以沖伸,使外徑減少,常用型鍛機有旋轉式、連桿式、滾輪式。 二、沖壓法 在沖床上用帶錐度的芯子將管端擴到要求的尺寸和形狀。 三、滾
08-31
2013
管帽拉廷工藝及模具
1 工藝分析圖 1所示為管帽零件圖 ,材料 :2 0 # 鋼 ;技術要求 :零件的小壁厚應不小于 3 45mm。由圖 1可知 ,該零件屬于金屬厚板料的較深拉延 ,零件口部的倒角可由機加工序 ,因此如
08-29
2013
